
AULA / INFORMACIÓN TÉCNICA / EMPALME DE TELAS
EMPALME DE TELAS
TRANSPORTADOR textiles de empalmes (Multiplicar), paso a paso.
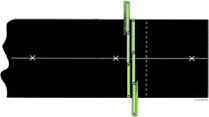
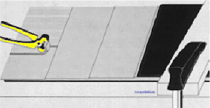
En ambos extremos de la banda una línea de tiza se aplicarán para la línea central de la correa (las líneas de referencia rectangular, así como las líneas de marcado del empalme).
Para la determinación de la línea central, tres puntos centrales en los intervalos de aproximadamente 2 m serán marcados.
Para la determinación de la línea central, tres puntos centrales en los intervalos de aproximadamente 2 m serán marcados.
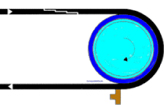
El primer paso del empalme debe estar en la parte inferior y el primero en tocar la polea de transmisión.

Ambas longitudes parciales serán puestos uno encima del otro a lo largo de toda la longitud del empalme. La parte inferior de la prensa de calefacción portátil se utiliza como una mesa de trabajo.
Para colocar la parte inferior platos de la prensa los dos extremos del cinturón será doblada hacia atrás.
Para colocar la parte inferior platos de la prensa los dos extremos del cinturón será doblada hacia atrás.
La longitud de empalme será transferido a la lámina de goma combinada y el borde del empalme se colocará al borde del empalme inferior del extremo de la correa segundo. De acuerdo con la línea de referencia rectangular se comprobará en paralelo y en diagonal, si la alineación es correcta. Si no va a ser reajustado.
Láminas de goma combinada se golpea con un mazo.
Cortar con un cuchillo en un ángulo de 30 ° hasta la tela.
Láminas de goma combinada se golpea con un mazo.
Cortar con un cuchillo en un ángulo de 30 ° hasta la tela.
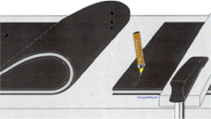
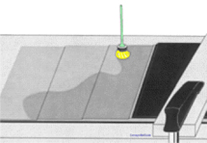
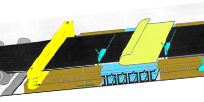
El caucho cubre ambos lados de carga y ejecución de los dos extremos de la banda será eliminado ("pelado").
En la cubierta de goma en el lado de la realización a lo largo de la línea de empalme interno marcado, corte con un cuchillo a cabo en un ángulo de 30 ° hasta que se pone manos a la tela.
El borde de goma de la banda serán eliminados.
Para separar la tapa de goma, golpes continuos con un cuchillo especial en lenguas agarre se utilizan.
El caucho se eliminará hasta el tejido. Desgarrante que no está autorizada.
En la cubierta de goma en el lado de la realización a lo largo de la línea de empalme interno marcado, corte con un cuchillo a cabo en un ángulo de 30 ° hasta que se pone manos a la tela.
El borde de goma de la banda serán eliminados.
Para separar la tapa de goma, golpes continuos con un cuchillo especial en lenguas agarre se utilizan.
El caucho se eliminará hasta el tejido. Desgarrante que no está autorizada.
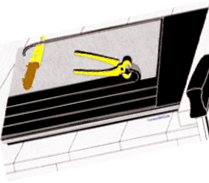
Para cortar las capas un cuchillo de hoja especial se utiliza. Este cuchillo evita daños en la capa inferior.
Los bordes del empalme de la parte de transporte y la polea de ambos extremos de la banda será áspera con un cepillo de alambre.
Los bordes del empalme de la parte de transporte y la polea de ambos extremos de la banda será áspera con un cepillo de alambre.
Las capas de tela son recubiertos con una solución de goma por medio de un cepillo o una espátula.
¡Deje que se seque bien!
¡Deje que se seque bien!
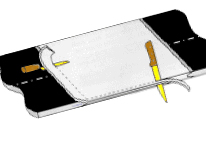
Una hoja de caucho sin vulcanizar será puesto en la tela.
Para evitar inclusiones de aire de una mano-rodillo se utiliza.
La alineación de ambos extremos de la banda se controla por medio de una cadena en los tres puntos marcados.
Una línea de tiza se marcarán los bordes de goma y se recorta.
Para evitar inclusiones de aire de una mano-rodillo se utiliza.
La alineación de ambos extremos de la banda se controla por medio de una cadena en los tres puntos marcados.
Una línea de tiza se marcarán los bordes de goma y se recorta.
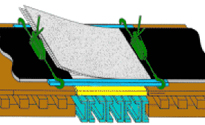
Entre la placa de calentamiento inferior y la parte inferior cubierta de goma, tela Vulcatrix se coloca en la zona del empalme entero.
Las barras de borde se colocará a ambos lados de la correa y se sujeta con pinzas borde exterior de la zona de empalme.
Las barras del borde será de aproximadamente 1.2 mm más delgado que el propio cinturón.
Las barras de borde se colocará a ambos lados de la correa y se sujeta con pinzas borde exterior de la zona de empalme.
Las barras del borde será de aproximadamente 1.2 mm más delgado que el propio cinturón.
Entre la placa calefactora inferior y la parte inferior cubierta de goma, Vulcatrix se coloca en la zona del empalme entero. paño Vulcatrix debe ser más largo tanto en sentido longitudinal y al menos 50 mm mayor que el propio empalme.
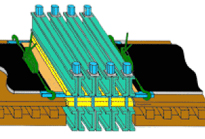
Las placas superiores se colocan y alineado.
Los travesaños superiores se colocarán de manera que tanto atraviesa final se colocan fuera de la zona de empalme.
Los tornillos de cierre final se colocan y se aprieta ligeramente.
Las bombas de aceite están conectados a la atraviesa superior.
Los tornillos se aprietan a fondo final.
Los cables eléctricos están conectados a los platos de calentamiento.
Una presión de ~ 10 bar se aplica con bomba de aceite.
Las placas de calefacción son enchufado
La presión se incrementa a medida que aumenta la temperatura. Las temperaturas en todas las placas de calentamiento para ser controlado.
La temperatura se ajusta por el cambio de energía dentro y fuera. Después de varios minutos, dejar que la temperatura aumente a 142 ° C. El tiempo de curado cuenta cuando la temperatura alcanza 142 ° C.
Desconectar a 145 ° C!
Enchufe de nuevo cuando baja la temperatura a 142 ° C!
El tiempo de curado se determina en función del espesor del cinturón, es decir, 2,5 minutos por cada mm de grosor de la correa.
Después de que el tiempo de curado transcurrido, los platos se dejan enfriar hasta 60 ° C.
Los travesaños y pernos final se aflojó y se retira.
Los platos calefactores superiores se retiran.
Las abrazaderas de borde se aflojan y las barras de borde se quitan.
El cinturón empalmados se levanta y los platos calorífico inferior se quitan.
La plataforma de trabajo se retira.
desbordamiento de goma en ambos bordes se recorta.
La superficie de la banda, las rampas y los bordes son inspeccionadas visualmente.
El cinturón puede ser puesta en servicio.
Los travesaños superiores se colocarán de manera que tanto atraviesa final se colocan fuera de la zona de empalme.
Los tornillos de cierre final se colocan y se aprieta ligeramente.
Las bombas de aceite están conectados a la atraviesa superior.
Los tornillos se aprietan a fondo final.
Los cables eléctricos están conectados a los platos de calentamiento.
Una presión de ~ 10 bar se aplica con bomba de aceite.
Las placas de calefacción son enchufado
La presión se incrementa a medida que aumenta la temperatura. Las temperaturas en todas las placas de calentamiento para ser controlado.
La temperatura se ajusta por el cambio de energía dentro y fuera. Después de varios minutos, dejar que la temperatura aumente a 142 ° C. El tiempo de curado cuenta cuando la temperatura alcanza 142 ° C.
Desconectar a 145 ° C!
Enchufe de nuevo cuando baja la temperatura a 142 ° C!
El tiempo de curado se determina en función del espesor del cinturón, es decir, 2,5 minutos por cada mm de grosor de la correa.
Después de que el tiempo de curado transcurrido, los platos se dejan enfriar hasta 60 ° C.
Los travesaños y pernos final se aflojó y se retira.
Los platos calefactores superiores se retiran.
Las abrazaderas de borde se aflojan y las barras de borde se quitan.
El cinturón empalmados se levanta y los platos calorífico inferior se quitan.
La plataforma de trabajo se retira.
desbordamiento de goma en ambos bordes se recorta.
La superficie de la banda, las rampas y los bordes son inspeccionadas visualmente.
El cinturón puede ser puesta en servicio.