
AULA / INFORMACIÓN TÉCNICA / EMPALME DE CABLES
EMPALME DE CABLES
Empalme de cinta transportadora con cable de acero, paso a paso.
Para un óptimo resultado del empalme vulcanizado, es importante que se consideren los aspectos técnicos y ambientales asociados al mismo; Para la confección del empalme, es necesario disponer de un área con ambiente controlado, libre de polvo u otro tipo de contaminación. Se debe contar con prensa vulcanizadora en buen estado, materiales para el empalme en condiciones de uso (no vencidos); Y personal experimentado para llevar a cabo los trabajos, según las instrucciones del fabricante de la correa.
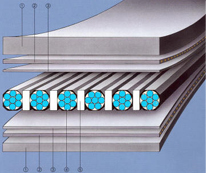
Componentes de Empalme en cinta transportadora con cables de acero:
- Cubierta externa.
- (Opcional) Refuerzo transversal integrado en el núcleo de caucho sin vulcanizar núcleo.
- Capa de caucho.
- Cables de acero con caucho original en el núcleo.
- Relleno de caucho.
Instalación de mesones de trabajo en la zona de empalme. Para posicionamiento de la prensa vulcanizadora, ambos extremos de la cinta se doblan hacia atrás, y se instala la parte inferior de equipo vulcanizador, utilizándose como una mesa de trabajo.
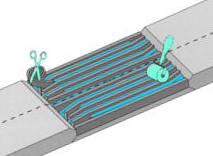
Los extremos de la correa deben ser tensados tanto como sea posible, para evitar ondulaciones en la cinta. Estos extremos se posicionan uno sobre otro, a lo largo de todo el empalme. Si es necesario acortar la correa, se debe abrir en la cubierta una cuña de aprox. 20 mm de ancho, de modo que los cables queden a la vista; luego se realiza el corte de los cables con esmeril angular u otra herramienta de corte (¡No olvide tomar las precauciones de seguridad!).
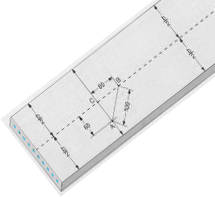
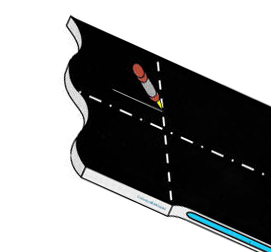
En cada extremo de la cinta, se marca una línea de eje (centro de la banda), está marca se repite como mínimo en otros 3 puntos, con una separación de aprox. 1.500 mm (5 pies) de distancia. Estos puntos centrales son unidos tizador, para formar el eje central de referencia.
Aproximadamente a 500 mm detrás de la zona de empalme, se traza una línea perpendicular a la línea de eje central. El extremo marcado de la cinta se coloca en la parte superior del otro extremo; Los ejes centrales en cada extremo debe estar perfectamente alineados.
Aproximadamente a 500 mm detrás de la zona de empalme, se traza una línea perpendicular a la línea de eje central. El extremo marcado de la cinta se coloca en la parte superior del otro extremo; Los ejes centrales en cada extremo debe estar perfectamente alineados.
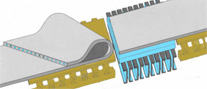
Se corta la cubierta de la cinta hasta los cables. El cuchillo se sostiene en un ángulo de 45 °. Los bordes de caucho se eliminan en la medida de que el cable de acero quede a la vista.
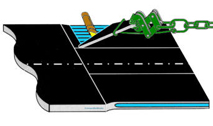
Se quita la cubierta, mediante el uso de una tenaza y herramienta de tensión; con el apoyo de un cuchillo, que corta entre la cubierta sobre los cables de acero. No romper la cubierta!, El procedimiento se repite para la cubierta inferior del extremo de la cinta.
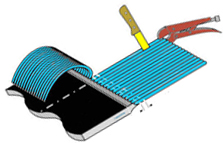
Retirar el caucho entre los cables de acero.
Los cables deben ser cuidadosamente pulidos con un cepillo rotatorio.
Siguen estando completamente cubiertos por caucho después de este procedimiento.
Este procedimiento se puede hacer fácilmente con un equipo Cord Stripper.
"Cuerdas de piano" o métodos similares no deben ser utilizados.
Los cables deben ser cuidadosamente pulidos con un cepillo rotatorio.
Siguen estando completamente cubiertos por caucho después de este procedimiento.
Este procedimiento se puede hacer fácilmente con un equipo Cord Stripper.
"Cuerdas de piano" o métodos similares no deben ser utilizados.

Una vez separados los cables de acero, se deben pulir con grata acanalada. Eliminar el polvo generado en el proceso de pulido, mediante barrido con cepillo de mano. ¡No utilice disolvente de limpieza!. Una vez limpios, Los cables de acero serán recubiertos con una solución especial de caucho, y esperar que estén completamente seco
Una cubierta de caucho sin vulcanizar se instala en la parte inferior del empalme, y sobre la tela de separación (paño desmoldante); La tela debe ser de aprox. 300 mm (12 pulgadas) más largo en sentido longitudinal.
Una vez instalada la cubierta inferior, se vuelve a comprobar la alineación de los extremos de la cinta.
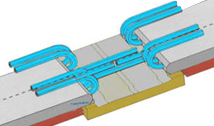
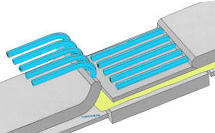
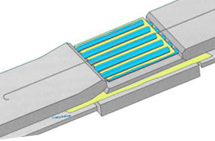
La disposición o tejido de los cables de acero, se realiza según lo determinado por el fabricante de la correa, o por la norma DIN 22129.

Ninguno de los cables debe quedar en contacto con algún otro cable.
Todas las espacios entre los cables se rellenan cuidadosamente, con caucho para núcleo intermedio, hasta la altura de los cables. El área completa de empalme será escasamente cubierta con la solución de goma, debiendo estar seca por completo. Se aplican bordes de caucho a ambos lados del empalme, cubiertos con la solución y esperando que seque bien. Los bordes serán ajustados y alineados mediante maceta de goma, el material que sobresale debe ser eliminado. Es esta etapa el alineamiento del empalme es más notorio.
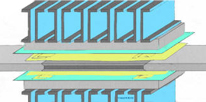
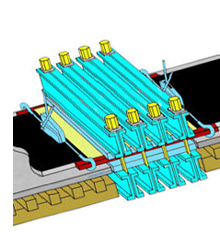
Sección que muestra disposición prensa vulcanizadora:
- Viga o riel.
- Bolsa de presión.
- Placa o plato calefactor.
- Paño de separación/Placa metálica.
- Cinta transportadora de cable acero.
- Paño de separación/Placa metálica.
- Placa o plato calefactor.
- Viga o riel.
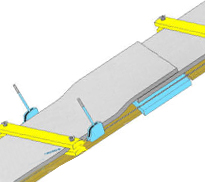
Se instalan barras marginadoras, a ambos bordes del empalme, y con una altura de 1 mm menos que el espesor de la cinta transportadora.
Estas barras de acero se fijan entre sí, y se comprimen contra la zona de empalme.
Las barras son de 1 @ 2 mm (1 / 16 de pulgada) más delgadas que la cinta.
Se montan las vigas o rieles superiores, y se alinean para instalar los pernos de fijación.
Se conecta la bomba de agua a la bolsa de presión.
Se da apriete final a los pernos para fijación de rieles.
Se conectas cables eléctricos y control a Plato Vulcanizador.
Mediante la bomba de agua, se aplica una presión de aprox. 10 bar (150 psi).
Estas barras de acero se fijan entre sí, y se comprimen contra la zona de empalme.
Las barras son de 1 @ 2 mm (1 / 16 de pulgada) más delgadas que la cinta.
Se montan las vigas o rieles superiores, y se alinean para instalar los pernos de fijación.
Se conecta la bomba de agua a la bolsa de presión.
Se da apriete final a los pernos para fijación de rieles.
Se conectas cables eléctricos y control a Plato Vulcanizador.
Mediante la bomba de agua, se aplica una presión de aprox. 10 bar (150 psi).
El proceso de vulcanizado se inicia al energizar los platos vulcanizadores, aumentando así la temperatura del empalme.
La presión se incrementará a medida que aumenta la temperatura. Se controla la temperatura en todos las platos vulcanizadores.
La temperatura se en los platos vulcanizadores se regulada mediante control automático.
Después de varios minutos, dejar que la temperatura aumente a 142 ° C (290 ° F). El tiempo de vulcanizado o curado comienza cuando la temperatura alcanza 142 ° C (290 ° F).
La energía a los platos se desconectará cuando se alcancen 145 ° C (295 ° F); y se conectara nuevamente cuando baja la temperatura baje de los 142 ° C.
Después que haya transcurrido el tiempo de Vulcanizado o curado, se dejan enfriar los platos vulcanizadores hasta 80 ° C (150 ° F).
Importante: ¡Por favor, consulte los parámetros para vulcanizado entregados por el fabricante de la correa!. Aquí sólo se dan ejemplos.
La presión se incrementará a medida que aumenta la temperatura. Se controla la temperatura en todos las platos vulcanizadores.
La temperatura se en los platos vulcanizadores se regulada mediante control automático.
Después de varios minutos, dejar que la temperatura aumente a 142 ° C (290 ° F). El tiempo de vulcanizado o curado comienza cuando la temperatura alcanza 142 ° C (290 ° F).
La energía a los platos se desconectará cuando se alcancen 145 ° C (295 ° F); y se conectara nuevamente cuando baja la temperatura baje de los 142 ° C.
Después que haya transcurrido el tiempo de Vulcanizado o curado, se dejan enfriar los platos vulcanizadores hasta 80 ° C (150 ° F).
Importante: ¡Por favor, consulte los parámetros para vulcanizado entregados por el fabricante de la correa!. Aquí sólo se dan ejemplos.
Desmontaje de la prensa:
Recorrer los pernos y al final se afloja y se retira.
Las platinas superior calefacción serán eliminados.
Las abrazaderas de borde se aflojan y se retiran.
El cinturón empalmado se levantó e inferior placas de calefacción se quitan.
La plataforma de trabajo será eliminada.
El desbordamiento de goma en ambos bordes se recorta.
La superficie de la banda, las rampas y los bordes están siendo inspeccionadas visualmente.
Cinturón de puesta en servicio.
Recorrer los pernos y al final se afloja y se retira.
Las platinas superior calefacción serán eliminados.
Las abrazaderas de borde se aflojan y se retiran.
El cinturón empalmado se levantó e inferior placas de calefacción se quitan.
La plataforma de trabajo será eliminada.
El desbordamiento de goma en ambos bordes se recorta.
La superficie de la banda, las rampas y los bordes están siendo inspeccionadas visualmente.
Cinturón de puesta en servicio.